تمامي حقوق اين سايت متعلق به گروه هونيکو مي باشد

دستگاه نقطه جوش تخليه خازني
capacitive discharge Spot welder
دستگاه نقطه جوش تخليه خازني داراي کاربرد هاي فراواني در صنايع مختلف از جمله : صنايع هوايي ، صنايع الکترونيک و .... دارا مي باشد.
به عنوان مثال براي اتصال هاي بسيار ظريف (قطر نقطه جوش کوچکتر از 1ميليمتر) ويا اتصالاتي که بسيار سريع و بدون ايجاد حرارت در مناطق اطراف جوش مي بايست انجام شود کاربرد دارد.
همينطور براي نقطه جوش مس و آلومينيوم و برخي آلياژهاي خاص از اين دستگاه استفاده مي شود.
از جمله کاربردهاي آن عبارتند از:
ü در اتصال يک سيم به سيم يا صفحه ديگر
ü در اتصال باطري هاي قابل شارژ به يکديگرتوسط نقطه جوش نوارهاي فلزي نيکل با باطري
ü اتصال سيمها با نقطه جوش به يکديگر در شرايطي که دماي کار آن بالا است و امکان استفاده از لحيم وجود ندارد
ü اتصالات داراي دماي کار بالا
ü توليد قطعات الکترومکانيک و رله ها
ü توليد جواهرات ، بدليجات و قطعات فلزي دقيق و ظريف
ü توليد و يا تعمير کنتاکتورها ، سنسورها ، کانکتورها ، موتورها ، فيلامنت ها ، مقاومتهاي پُرتوان ، فيوزها ، نيمه هادي ها ...
Capacitive resistance welders have many advantages. Weld nugget formation takes place during the first few milli-seconds. Capacitive discharge welders allow extremely fast energy release with large peak currents. More of the energy goes into weld formation and less into heating surrounding material. The heat affected zone, where the properties of the metal have been changed from rapid heating and cooling, is localized to a small area around the weld spot. The quick discharge rate of CD welders also allows electrically and thermally conductive materials, such as copper and aluminum, to be welded. Capacitive welders deliver repeatable welds even during line voltage fluctuations.
Spot welding relies on the principle of metal resistivity to heat and fuse metal. A large current is passed through the work piece. Energy is dissipated due to the metal resistance in the form of heat which melts and fuses weld materials.
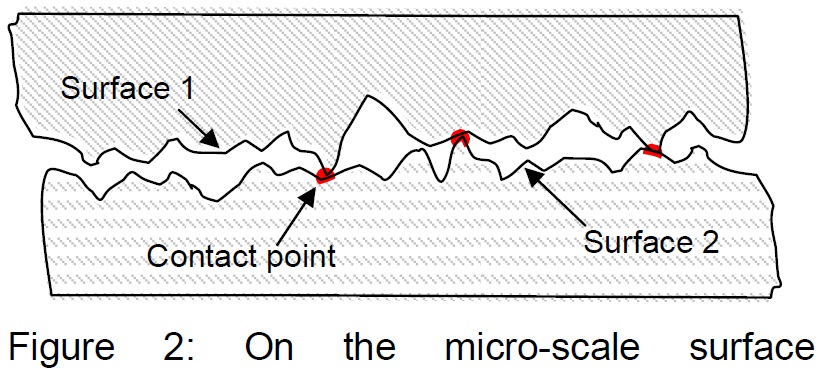
There are two phases to the melting process. The welder must overcome the material contact resistance and the bulk resistance of the material. Figure 2 shows an example micro-scale surface profile. On the micro-scale, material surfaces are ruff and only contact in a limited number of locations. In the first few milli-seconds of weld formation these high resistance, microscopic metal bridges melt allowing other bridges to come into contact and fuse. When all of the bridges have fused the contact resistance equals zero. The bulk resistance of the metal then plays the final role in the weld formation.
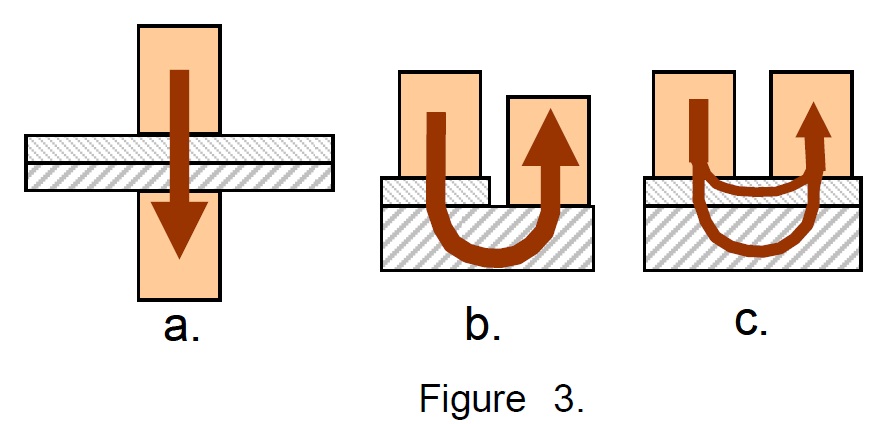
Figure 3 shows examples of resistance welding electrode configurations:
a.) direct, b.) step, c.) series.
| Model NO. \ Parameter |
HSW1000T |
HSW1000 |
HSW170 |
| Rated Power |
10 - 1000 W/S |
10 - 1000 W/S |
5 - 170 W/S |
| Pulse Energy Adjustment (% of set-point energy) |
3%-100% |
- |
- |
| Input Power (50Hz) |
AC220± 10% |
AC220± 10% |
AC220± 10% |
| Welding Current Adjust |
0-99 % |
0-99 % |
0-99 % |
| Peak Current (typical) |
15000 A |
10000 A |
1200 A |
| Drive Form |
Pedal / switch |
Pedal / switch |
Pedal / switch |
| Overall dimension W*D*H (mm) |
600*300*200 |
600*300*200 |
400*250*150 |
| Net weight (kg) |
14 |
13 |
7 |
Specification مشخصات